



Mechanical seals can fail for many reasons, and vacuum applications present particular challenges. For example, certain seal faces exposed to vacuum can become starved of oil and less lubricious, increasing the likelihood of damage in the presence of already low lubrication and high heat soak from hot bearings. The wrong mechanical seal is susceptible to these failure modes, eventually causing you time, money, and frustration. In this article, we discuss why it’s crucial to choose the right seal for your vacuum pump.

THE PROBLEM
An OEM in the vacuum pump industry was using a dry gas seal with an auxiliary system, products their prior seal vendor unfortunately decided to push. The cost of one of these seals was well over $10,000, yet the level of reliability was extremely low. Although they are designed to seal medium to high pressures, it wasn’t the right seal for the job.
The dry gas seal was an ongoing frustration for several years. It kept failing in the field due to high amounts of leakage. They continued to fix and/or replace the dry gas seal without success. With maintenance fees running high, they had no other choice other than to come up with a new solution. What the company needed was a different seal design approach.
THE SOLUTION
Through word of mouth and a positive reputation in the vacuum pump and blower market, the vacuum pump OEM turned to Ergoseal for a custom mechanical seal. They had high hopes it would be a cost-saving solution. Our engineers designed a mechanical face seal specifically for the vacuum application. We were confident this type of seal would not only operate successfully but save the company money by dramatically reducing warranty claims and increasing the perceived value of their pump.
THE RESULT
The custom mechanical seal solved the leakage issues, increased reliability, and was 98 percent less costly than the up-sold dry gas seal. The same custom-designed seal has now been in use for this application for over fifteen years.
More recently, Ergoseal developed a custom dry-running mechanical seal for dry screw vacuum pumps. It’s used where little to no oil is present and is the latest advancement in sealing technology on the market.The moral of our story—we understand it can be difficult for OEMs to choose the right seal. This decision must save your operation time, money, and stress caused by reliability issues. To help you choose the proper seal for your vacuum pump, the guide below outlines factors to consider and an introduction to the seal types available.
The moral of our story—we understand it can be difficult for OEMs to choose the right seal. This decision must save your operation time, money, and stress caused by reliability issues. To help you choose the proper seal for your vacuum pump, the guide below outlines factors to consider and an introduction to the seal types available.
Sealing of vacuum pumps is a much more difficult application than other types of pumps. There’s a higher risk involved as vacuum reduces lubricity at the sealing interface and can reduce mechanical seal life. When dealing with seal application for vacuum pumps, risks include
- Increased chance for blistering
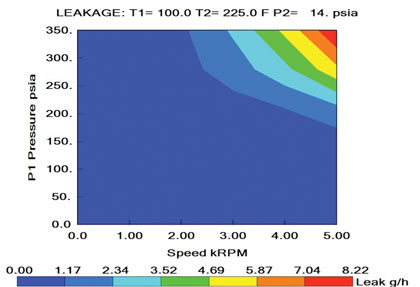
- Increased leakage
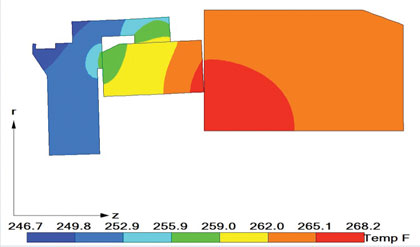
- Higher heat generation
- Higher face deflection
- Reduction in seal life
In many vacuum applications where mechanical seals are necessary, we utilize our extended life lip seals to reduce vacuum at the seal interface. This design increases life and performance of the mechanical seal, thereby increasing MTBR of the vacuum pump.
CONCLUSION
Bottom line: when it’s time to choose a seal for a vacuum pump, be sure to consult with a seal vendor you can trust. When in doubt, choose a custom-designed seal that’s tailored to your application’s operating conditions.
Post time: Jun-13-2023